
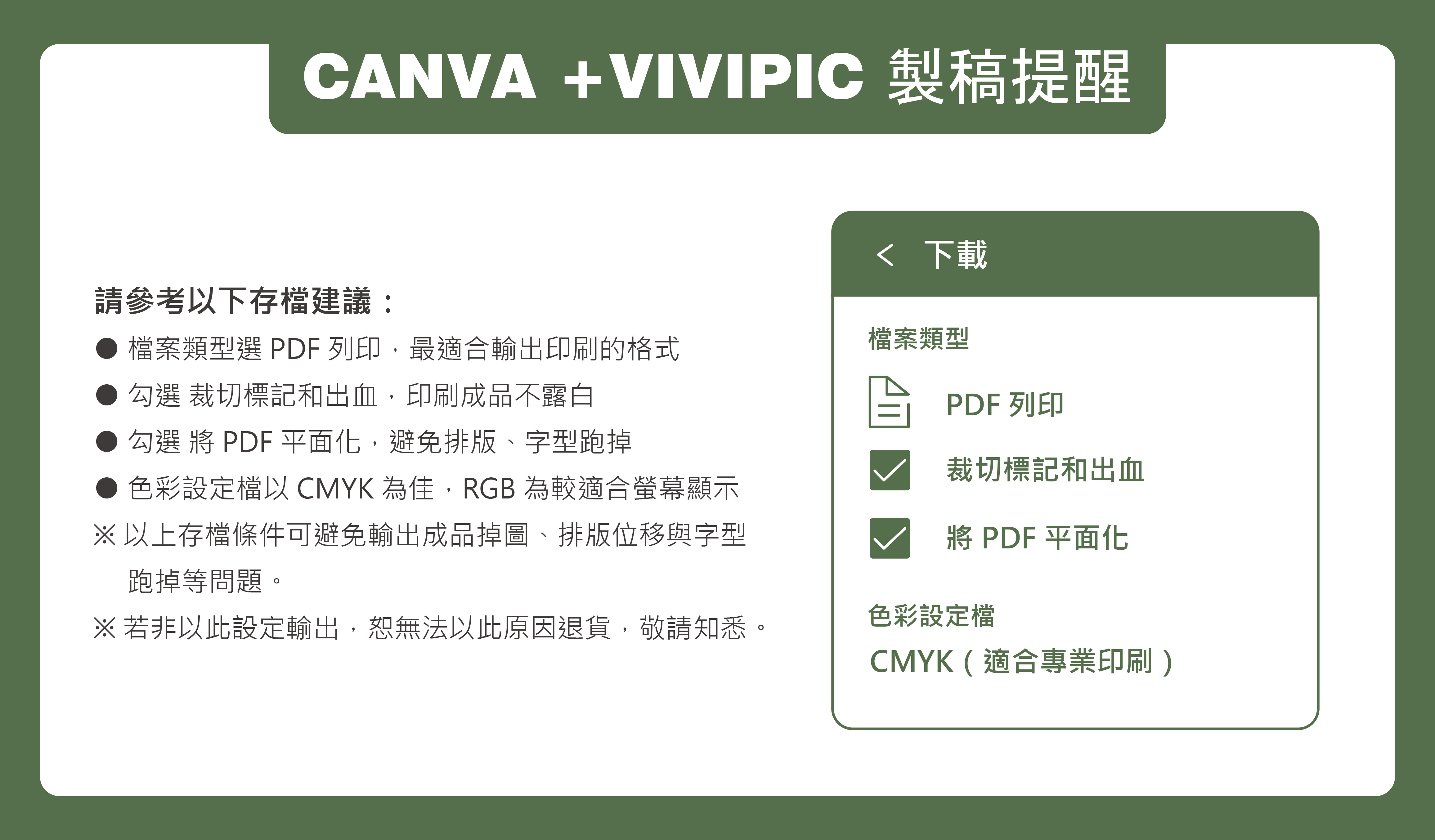
A:左右輪轉: 在印完紙張正面後,將紙張左右翻至反面,再印反面印紋。
※本公司為「左右輪轉」印刷,檔案方式如下圖。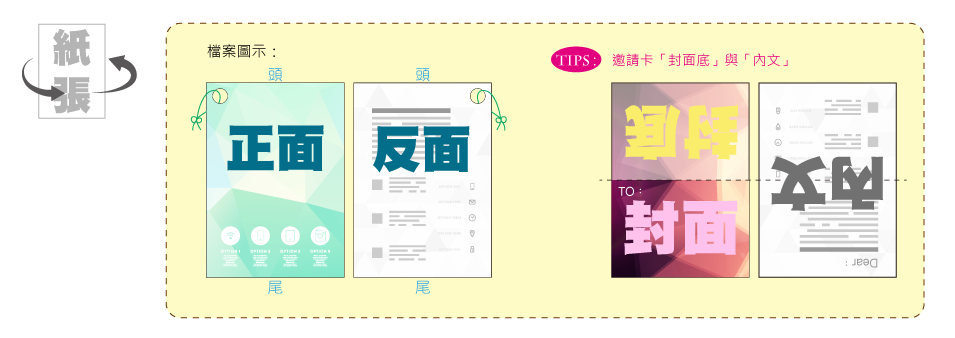
天地輪轉:
在印完紙張正面後,將紙張上下翻至反面,再印反面印紋。
A:彩色合版/數位印刷/獨立版印刷方式皆為左右輪轉拼版方式。
若印製雙面稿件,存檔時請注意方向,以避免認知錯誤造成錯印。
【不同方向之左右輪轉】
【多張/多款拼版之左右輪轉】
【版面未滿時的左右輪轉】
提示:可將正反面視為紙張「對摺」的兩邊,來對應稿件放置的位置與方向

【加工正反面對應位置參考】
1.打凸加工會使另一面對應位置有打凹效果,製圖時應避開重要圖文。
2.打孔加工的孔洞位置會出現在稿件左右翻轉的對應位置上。
3.軋型加工如為不規則圖案,反面圖案形狀應為左右相反。
4.橫式稿件的壓線/騎縫線、打釘/糊頭加工,正反面加工對應位置會在相反邊。

【合版印刷印製邀請卡拼版方向參考】
A:每個電腦系統中的文字字體不同,若稿件中的文字未轉曲線或外框(將文字點陣化),當印刷廠沒有指定字型,字型便會在送往印刷過程跑掉。
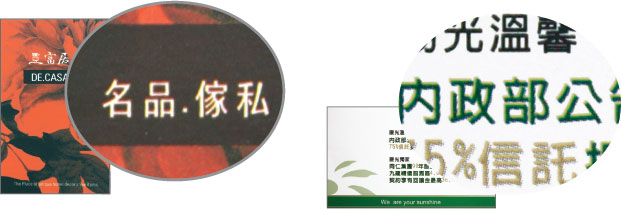
A:印刷後,因紙張伸縮的因素,在完稿文字的設定,若為七級以下,且為雙色以上或反白字的設定時,易發生套印不準的雙影問題,尤其為合成紙、珠光紙,如下圖。

文字上的完稿,請遵照以下方式:7級以下的反白字,需為單一顏色的設定,例如C100、K100等等。反白字字體大小不得小於7級,小於7級時,容易很發生下圖圖左套印不準的問題。7級以下的字體,顏色為兩色以上的設定,易發生套印不準,如下圖。
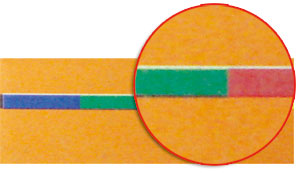
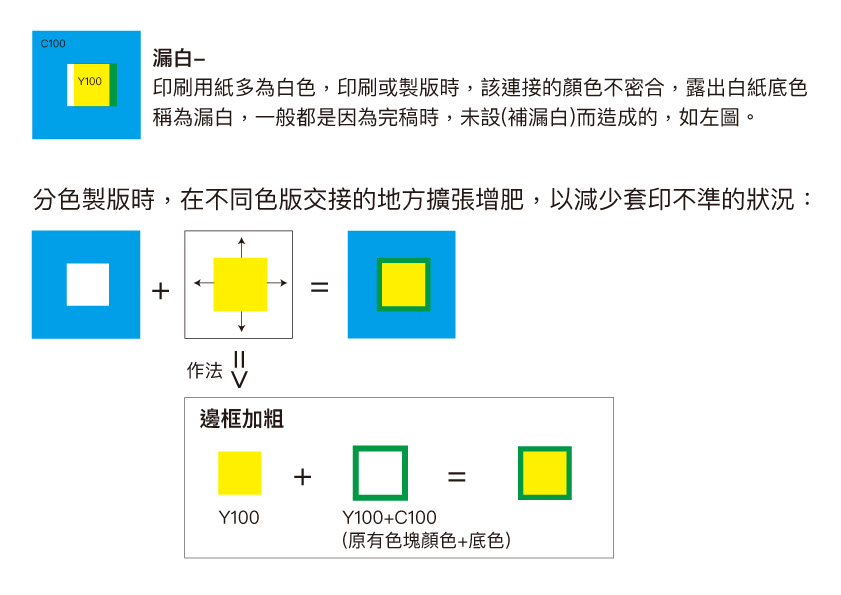
A:印刷是由 4塊色版(KCMY)套印出來的,在套印過程中,難免有無法100%精準對位的情況,此時,若設計製作完全不同色版且相鄰的大面積色塊,便可能因些微的對位不準而露出白色底色,稱為「漏白」,如下圖。

印前設計時,如何改善這個情況?
(1) 避免不同色版的大色塊相臨設計,並避免將非K100的細字放在完全不同色版的色塊上(如以上案例:C100的字放在M100的色塊上)
(2) 若真的必須作類似的設計,可以運用淺色色塊「漲邊」,降低「露白」的情況。(漲邊:將邊框加粗)
A:外框線為極細線時,螢幕上可以看到線條,透過數位噴墨打樣也會被印出來,但可能因雷射光、版材、印刷機與紙張等適性問題而無法被印出線條過細的問題也無法在審稿過程中被發現,因此線條的設定最小值必須設定0.2mm(0.57pt)以上才可能印出。
- 為了避免印刷品成品加工及裁切失準或留下白邊,必須請設計者在製作稿件時,於完成尺寸的四邊再多做1~3mm的保險區域(需將底色與背景圖案延伸到此區域),此區域我們稱之為「出血」。如此一來,裁切加工時裁掉出血區域,就不會影響到稿件的內容。
- 若有客戶指定要求含出血的尺寸當做成品尺寸,便可能會裁切到他人的稿件,所以無法實現這個要求。
- 出血的大小,必須視您發印的品項而定,例;名片為每邊1mm,海報也會視紙張厚度預留1~2mm,書籍內頁的出血尺寸則2~3mm。
A:存檔時請儲存AI預設的版本;若需要降轉版本時,請先將特效、漸層和透明度等點陣化處理,以避免成品與預期不同。

▲ 圖一為原版本打開影像。
▲ 圖二為經過降轉在低階版本打開的影像。
在較舊的版本中無法顯示更新版本的特效,因此在較舊的版本開啟同一個檔案時,可能會造成缺圖、掉字等錯誤而與原版本顯示的內容不同,所以在交付印刷廠時如需降轉版本,請先將特效、漸層和透明度等點陣化處理,才能保障印刷廠開啟檔案時顯示內容與內容相符。
本公司Adobe illustrator目前版本最高至CS5.5,若為CS5.5以上之版本請降轉存檔。
- 當設計者使用透明度特效增加設計美感時,請務必留意文字或向量圖稿的編排!如背景圖檔(包含有透明背景的點陣圖、濾鏡)因透明特效若設計者沒有留意到物件之間的順序編排是否正確,可能會導致RIP解譯不正常。
- 發稿前請再次檢查物件的順序,將向量文字與物件移至最前。
- 完稿時,請漸層、透明度等特效點陣化,以免發生成品與預期不同。
- 一般印刷廠提供完稿用刀模線,常用顏色設定為M100,故如需自行繪製刀模線時,也須依循此設定。
- 在好看下載的版型檔案中,針對Adobe illustrator都有圖層標示說明,目的是讓使用者更便利的完稿及設計。
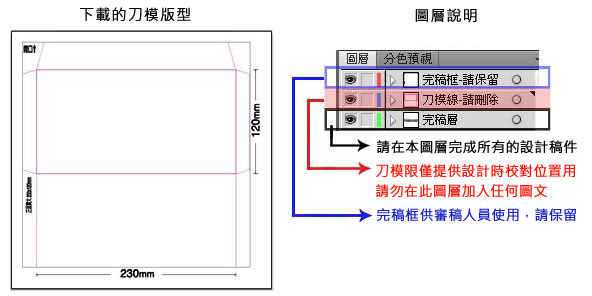
- 請客戶交付檔案給我們印刷時,切記勿在刀模層上做任何文字與效果,避免審稿人員誤以為是印刷之圖稿;也切勿將設計之圖文擺放到刀模層,使得審稿人員誤將它刪除而引發爭議。
- 發印時請提供正確的完稿檔案,且刪除刀模層
若客戶要發印打流水號之產品,請在檔案右側另外標示註明流水號的加工說明,並將說明圖點陣化,以免與真正要印刷的稿件混淆。
稿件說明請包括:流水號打幾碼及位置?流水號起始碼?撕線打幾條及位置?下圖右方為需加工的說明指示,左方則為正確要印刷的檔案。

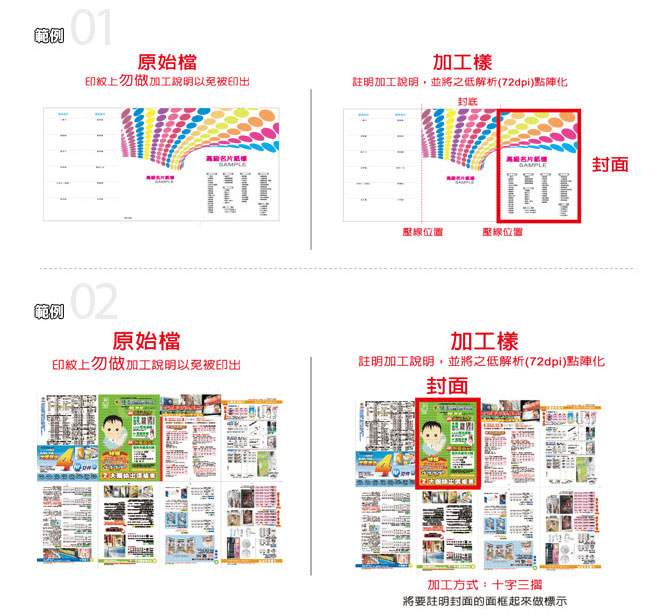
若客戶要發印摺紙、壓線。請在檔案右側另外標示註明摺紙、壓線的位置,並將說明圖點陣化,以免與真正要印刷的稿件混淆。
稿件說明請包括:封面、封底完成是在哪一面?摺紙、壓線的位置?下圖右方為需加工的說明指示,左方則為正確要印刷的檔案。
- 發檔時只提供所需的檔案即可,請不要放不必要的檔案,以免工作人員拉錯檔案,造成錯印,並請註明使用軟體及版本。
- 若有後加工,例如裁修、不裁、壓摺線等,請註明於檔名上。
- 檔案請自行作好再發印,恕本公司無法協助修改。
- 檔案不符合基本規定,一律以退件處理,若不願意被退件,執意印刷,恕不負印刷責任。
- 請客戶於送印前刪除不需要印製的內容(例如刀模線、標示…等物件),勿用隱藏、鎖定或不可列印方式,避免被誤印。
- 模與模之間需留6mm,以利入刀。
- 請依下列顏色區分軋型使用之刀材
舉例:
A. 黑色=為刀線
B. 綠色=壓線
C. 黃色=撕線(齒刀)
<卡紙> 好撕=1*1齒刀 or 3*1齒刀
好摺=3*3齒刀(或請另備註好撕、好折字樣) - 圖檔以線條顯示。
- 出血需做3mm。
- 盒型一律做成此款耳朵U型(如下面圖檔顯示)

- 圓孔至少2mm以上。
- 郵票型狀的外框曲線無法製作。

- 刀模檔案勿套印刷圖,印刷對位圖與刀模檔案要分開。
- 過小的R角及尖角無法製作刀模。
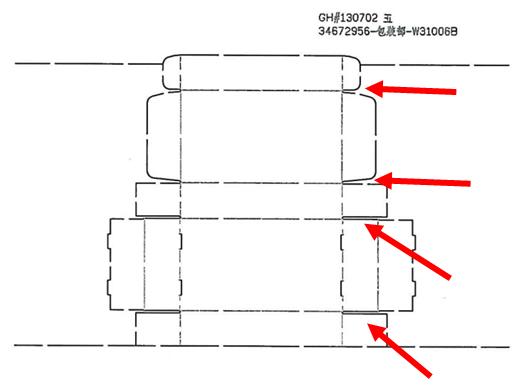
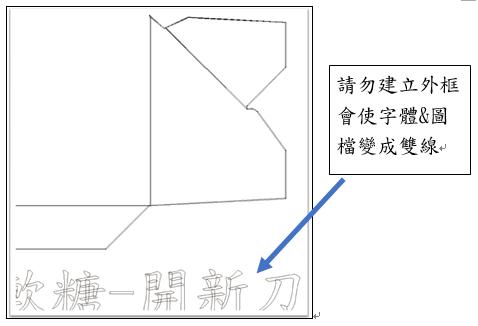
- 請注意以下情況,以避免產生方塊或雙線,刀模將無法製作:
A. 線條勿使用虛線,線條直接用直線
B. 勿使用偏移路徑
C. 圖檔及文字勿建立外框,下列範例圖示: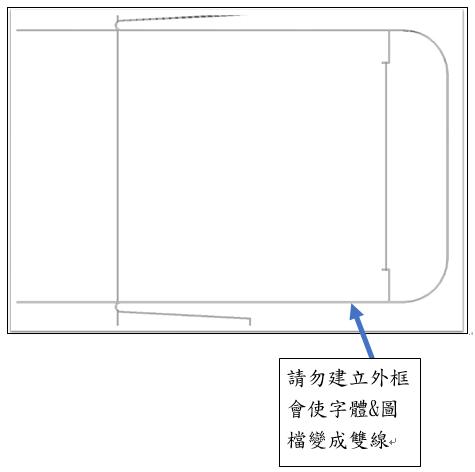
- 新開刀模完稿時,刀模線及預留咬口位置須1cm,且咬口留在長邊,其餘三邊離紙邊要6mm。(如圖)
- 新開刀模,皆預設為「正面軋型」使用,如須「背面軋型」時,請特別標註告知,避免開錯刀模。

